Standard and Metrics for Q.A and Q.C:
Manufacturers or Plant managers strive to ensure that their plants comply with high-quality standards. One of the best ways to achieve this is to monitor the quality parameters, delivery speed, and related metrics.
There are certain global standards and metrics being followed as part of Quality management practice.
The following points are high-level quality metrics measured in the manufacturing industry :
1. Time-based metrics: Apply to measure the time it takes to perform a production and test cycle on daily basis. The time-based efficiency metrics can be calculated as below.
2. Manufacturing Cycle Time: It is the amount of time that takes from manufacturing order to production to finished goods.
a) Throughput time = Process time +testing time + move time + Queue time
b) Changeover Time: The time it takes to switch a line to another product.
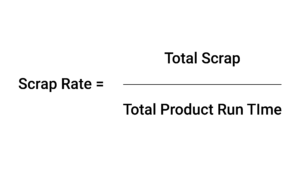
3. Rejection/Scrap rate: The reliability of products as measured by the probability of rejection over a period. Product rejection may include all the internal scrap, damage, color issues, and other quality parameter failures. Scrap rate is calculated as the percentage of materials sent to production that never become part of finished products.
The scrap rate can be calculated as –
4. Cost of quality: It is one of the most important quality metrics to be considered for a better run-rate of production operations. The actual cost of quality includes the cost of poor quality and the cost of assured quality.
The cost of quality can be calculated as –
Cost of quality = cost of poor quality+ cost of good quality
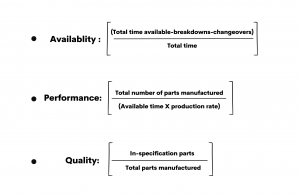
5. OEE metrics: Overall Equipment Efficiency (OEE) is an effective metric to measure productivity and quality efficiency. Improving the OEE will help to reduce manufacturing cycle times and improves performance to meet customer commitments on time. OEE is calculated as availability multiplied by performance and quality.
Three-component metrics of OEE can be calculated as –
6. Delivery metrics: There are two major components of delivery metrics to be measured concerning delivery up to customers’ satisfaction and efficiency.
a) On-time delivery (OTD) is calculated as the percentage of units delivered within the OTD window.
b) Perfect order metric (POM) or fill rate is the percentage of orders that deliver complete, on-time, damage-free, and with a correct invoice.
To calculate this, each component of this metric gets multiplied together as :
POM=(%complete) x (%on time) x (%damage free) x (%correctly invoiced).